|
Here you will find answers to the following questions:
|
"Measuring, weighing, recording and control equipment should be calibrated and checked at defined intervals by appropriate methods. Adequate records of such tests should be maintained." [EU GMP Guideline, chapter 3.41]
4.G.1 Definitions
According to DIN 31051, calibration is the determination and documentation of the difference between the displayed value and the correct applicable value without technical intervention.
According to DIN 1319/Part 1, in measuring technology, adjustment involves the setting and balancing of a measuring instrument to prevent deviations in measurements exceeding the margin of error. Adjustment therefore requires intervention on the part of the measuring instrument, normally by making a permanent change.
Gauging: The gauging of a balance involves testing and stamping by the relevant gauging authority in accordance with the regulations. Gauging and calibration do not mean the same thing. A balance must be calibrated but not always gauged. According to gauging legislation, mandatory gauging applies e.g. for balances that are used or are available "to determine weight for the purposes of business transactions" or "to test finished batches or medicinal products". Additional balances that are subject to mandatory gauging are defined in the legislation.
Following DIN 1319 Part 2, the measuring area is the display range specified by the manufacturer in which the guaranteed margin of error will not be exceeded.
Measuring point: The unit delivering a measurement result is known as a measuring point. The measuring point consists of a measuring circuit.
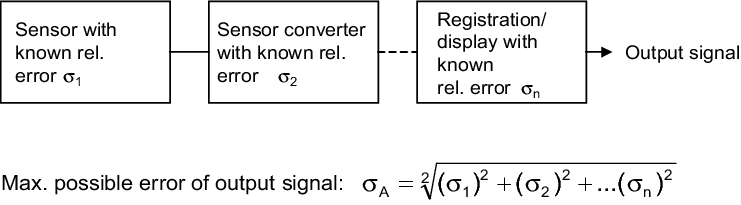
The sum of all the elements required to produce the measurement results is known as the measuring chain or measuring circuit, which consists of at the least, a sensor, signal converter, display unit and connecting cables.
Operating range is the interval between measured values in which the measuring instrument is operated. The operating range must be defined in relation to the process parameters.
|
|
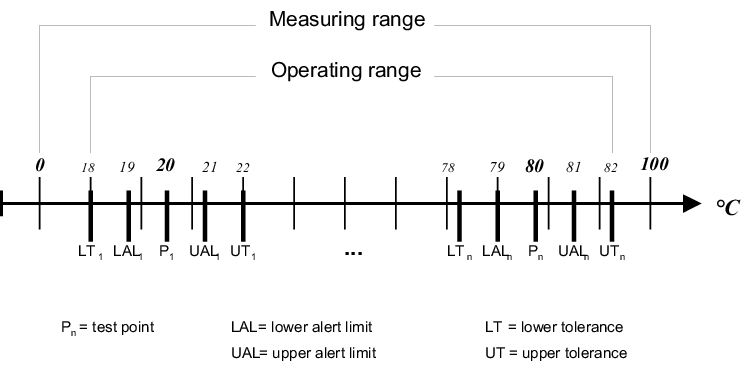
The calibration range normally includes the operating range as a minimum. In order to avoid limitations, it may be expedient to calibrate the entire measuring range, particularly if the facility is used to carry out different processes with a variety of operating ranges. The calibration must be carried out at a minimum of three test points (start, middle, end of operating range). Five or more test points may be practical for a large operating range.
Alert/tolerance range: If the calibrated values are inside the tolerance limits, the calibration has been successful; if not, the measuring instrument must be adjusted until the values are within the tolerance limits. Upper and lower tolerance limits exist. If a deviation that is outside the tolerance limit is found, the persons responsible must assess the effect of this on the batches produced and introduce measures as required. With some measuring equipment it may be expedient to introduce alert limits in addition to the tolerance limits. If the alert limits are exceeded the equipment may be adjusted accordingly. The advantage of introducing alert limits is that the so-called "drifting" of measuring instruments will be detected.
Calibrators are calibrating equipment, test pieces or testing devices that are used for calibration. Reference measurement standards are more precise standards used to calibrate calibrators. Reference measurement standards are in turn calibrated using a more precise reference standard. The national measurement standard is at the very top of this chain. It must be possible, as evidenced by certificates, to trace all hierarchy levels back to the national measurement standard. The traceability of calibrators to the reference measurement standard may be achieved by works calibration at the company itself. Reference measurement standards must be calibrated by a national authority.
4.G.2 Procedure
|
|
The calibration procedure must be written down in an SOP. A prerequisite for the calibration of measuring points is that they all must be evident in the facility documentation. From the GMP perspective it is sufficient if the quality-relevant measuring points are calibrated, but in addition to these, there are also many other measuring points that are relevant to safety or are necessary for plant control. The person responsible for the calibration of the facility must differentiate between the quality-relevant measuring points and those for which calibration is required for other reasons. In so doing, it is expedient to assign priorities to the various measuring points, so ensuring that quality-relevant measuring points have the highest priority.
Before the actual calibration of the measuring points can begin, the environment of the measuring instrument must be checked. This is referred to as qualification of the measuring circuit by calculating the margins of error and must be carried out in order to be able to assess the compatibility of the measuring circuit with the measuring point. For this, the total statistical error of the measuring chain is calculated according to VDI 2620 (propagation of margins of error during measurements) by calculating the square root of the sum of squared individual errors for all components.
A complete technical documentation of individual components is required to qualify a measuring circuit. Error calculation is often not possible in the case of old facilities that are not sufficiently documented but it is still possible to define the facility as "qualified" provided that it has been successfully calibrated three times. This procedure must be documented accordingly.
The actual calibration is carried out at intervals to be defined individually by comparing the required values of the calibrator with the actual values of the measuring point at a minimum of three test points. To ensure a uniform approach, the exact procedure for each individual measuring circuit type (temperature, pressure, volume, etc.) should be defined in operating procedures. A successful calibration must be documented in what is known as the calibration report. If the tolerance limits are exceeded, the calibration must be repeated once the adjustment has been successfully made.
|
|
|
|
Figure 4.G-3 Facility status |
Figure 4.G-4 Labelling of sensors |
This adjustment must be documented. If the tolerance limits are exceeded, the persons responsible must be informed (ideally in writing) before adjustment and recalibration is carried out. In addition to the paper documentation, the calibration status of the entire facility must also be visible on-site, e.g. by using an adhesive label (figure 4.G-3. Furthermore, it is recommended that each individual calibrated sensor is labelled (figure 4.G-4).
4.G.3 Documentation
The documentation for the calibration must at least contain the following documents:
|
Calibration documentation |
|---|
|
1. List of all measuring points. At least the following information must be 1.1 Clear identification of facility (name, location, facility number, etc.) 1.2 Clear identification of measuring point 1.3 Measuring range 1.4 Operating range 1.5 Alert/tolerance range 1.6 Calibration interval |
|
2. Flow diagram of facility with exact location of measuring points |
|
3. Calibration report |
4.G.4 Administration of scheduled calibration dates/times
Compliance with the scheduled calibration dates/times is even more important than preventative maintenance, as doubts about the quality of the products may be raised if defective measuring points are found. This is the reason why it is becoming increasingly important to define the intervals for calibration cycles. Intervals that are too short are uneconomical and intervals that are too long may put the quality at risk. In practice, an iterative progression from short to long cycle times depending on the quality of the calibration results has proven to be effective.
For larger facilities, the many measuring points must be kept correctly calibrated without causing excessive downtime. Calibration intervals of 6 or 12 months are practical. To increase flexibility, it is recommended that months are given as the calibration deadlines (to calibrate by 04/2000) and not days (24.4.2000). For critical measured variables, such as humidity, far shorter intervals may also be required. Weighing systems in the analytical laboratory or central weighing areas, for example, must be checked on a daily basis and/or before every weighing operation. (See chapter 14.E Calibration in the lab)
To cater for busy periods, and also to carry out special calibrations in the base load range, the services of certified companies may be called upon. In these cases, timely authorisation and planning of facility assignment is important in order to be able to carry out the calibration on time, i.e. before the calibration deadline expires.
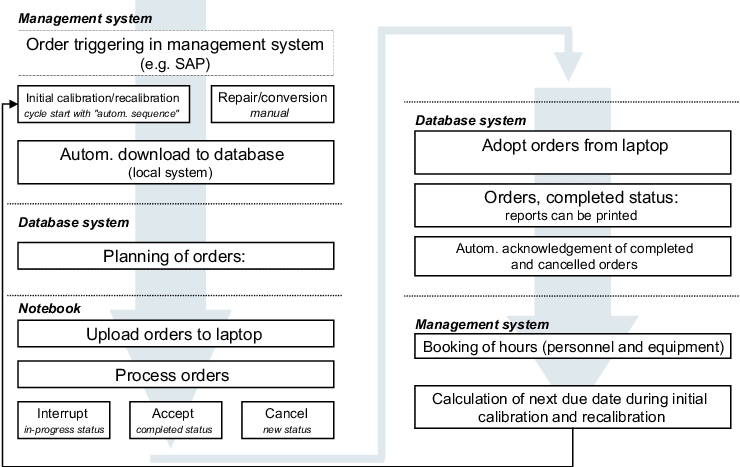
The greater the number of quality-relevant measuring points, the more beneficial it becomes to consider automatic deadline monitoring and assignment generation systems. Deadline tracking, generation of assignments and production planning can be adopted by higher-level systems such as SAP. Laptops may be used to call up calibration instructions from a database at the machine. Invoicing, documentation and calculation of the next due date are carried out automatically following completed confirmation of the assignment.
|
|
|
Summary Calibration is the identification and documentation of the difference between a displayed value and a measurement standard. From the GMP point of view, only quality-relevant measuring points must be calibrated. Shorter calibration intervals must be selected where the measurement is more critical for the quality of the product and where the measurement method is less known. Equipment must not be used if the calibration deadline has passed. The calibration status should be identifiable at each measuring point. It is recommended that automatic systems are used to monitor calibration intervals. |
